歡迎訪問“山東友軒膜結(jié)構(gòu)工程有限公司”官方網(wǎng)站!
服務熱線:183-5369-9878
- 網(wǎng)站首頁
- 關于友軒
- 產(chǎn)品中心
-
 膜結(jié)構(gòu)牛舍
膜結(jié)構(gòu)牛舍
-
 膜結(jié)構(gòu)車棚
膜結(jié)構(gòu)車棚
-
 膜結(jié)構(gòu)景觀
膜結(jié)構(gòu)景觀
-
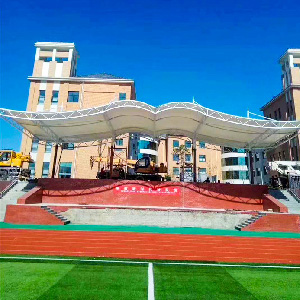 膜結(jié)構(gòu)看臺
膜結(jié)構(gòu)看臺
-
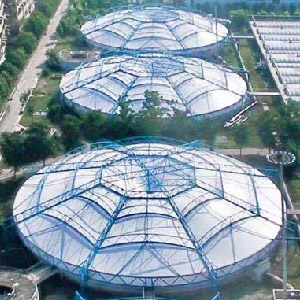 污水池加蓋
污水池加蓋
-
 膜結(jié)構(gòu)充電柱
膜結(jié)構(gòu)充電柱
-
 膜結(jié)構(gòu)出入口
膜結(jié)構(gòu)出入口
-
 膜結(jié)構(gòu)通道
膜結(jié)構(gòu)通道
-
 膜結(jié)構(gòu)小品
膜結(jié)構(gòu)小品
-
 充氣膜場館
充氣膜場館
-
 膜結(jié)構(gòu)體育場
膜結(jié)構(gòu)體育場
-
 膜結(jié)構(gòu)煤棚
膜結(jié)構(gòu)煤棚
-
 土壤修復大棚
土壤修復大棚
-
- 新聞資訊
- 視頻中心
- 工程案例
- 聯(lián)系我們